
CGWORLD記事_執筆:ますく
ステップバイステップで学ぶ!マルチカラー3Dプリンター完全攻略ガイド
レベル5)VRMアバターからキャラクターフィギュアを作ってみよう
《実践》VRMアバターをフィギュア化しよう
アート系3Dプリンター活用の本丸とも言える、キャラクターフィギュアの作成に挑戦してみましょう。
3Dプリンティング技術の進化により、かつてはプロの領域だったフィギュア制作が、今や趣味の世界に広がっています。中でも自分だけのキャラクターを手元に置ける喜びは、3Dプリンターの最も魅力的な楽しみ方の一つではないでしょうか。
オリジナルキャラクターモデルをすでに持っている人も、キャラクターモデリングが難しいと感じている方も、VRMアバターを活用すれば、3Dモデリングの専門知識がなくても素敵なキャラクターフィギュアを作ることができます。
VRoidStudioで簡単に作成できるVRMアバターや、VRChatなどで使用されているUnityキャラクターを変換して利用できるため、アクセシビリティは抜群。しかも、デジタル空間での活用からフィギュア化まで、一度作ったモデルの可能性は無限に広がります。
この記事では、VRMアバターを利用したフィギュア制作の基本テクニックを解説し、デジタルキャラクターを現実世界に召喚する方法をご紹介します。
| このステップのねらい | |
|---|---|
| 目標1 | パーツ分割をマスターする |
| 目標2 | ダボ(凹凸)付けをマスターする |
ワークフロー
VRMアバターの準備
今回は先ほど説明した主旨に従い、既にアバターが手元にある状態から始めます。今回使用するアバターはこちら。CGWORLDの記事や、BlenderFes、書籍「Blenderアドオン事典」で何度も活躍してもらっているオリジナルアバターです。
アバター自体のメイキングに興味がある方は 、以前256ポリゴン制限でVRMアバターを作成したチュートリアルを以前作成したので、こちらの記事を参照してみてください。また今回のアバターもご要望があればどこかでメイキングを公開しますのでご要望お待ちしております。
VRMフォーマットのインストール
BlenderでVRMアバターを取り扱うためにはBlenderアドオンのVRM formatをインストールする必要があります。VRM formatはBlender公式の無料アドオンBlenderExtensionに登録されているため、Blenderのプリファレンスから検索してインストールすることが可能です。
ファイルメニューのインポート/エクスポートにVRMの項目が追加され、Nタブ(サイドバー)にVRMのタブが現れればインストールの成功です。
アバターのインポート
VRMファイルを読み込みます
テクスチャ、法線情報の破棄、マテリアルの新規割当て
3Dモデルの活用先次第では、表現できる情報や特性が大きく異なります。今回利用するマルチマテリアルFDMでは、アバターに適応されているマテリアル(カラーマップや法線マップ)、頂点法線が利用できないため、一度完全にマテリアルを破棄すること、頂点法線情報を破棄してハードサーフェスにする必要があります。
そのうえで、単色のマテリアルで色分けを行いました。最終的には、スライサーでの色設定がしやすいため色ごとにオブジェクトを分ることをおすすめします。
再モデリングが必要な箇所
テクスチャーや法線マップで表現していた細部は3Dプリンターでは再現できないため、実際の形状としてモデリングし直す必要があります。実際、ゲームや映像用のキャラクターやアバターを制作する際は、通常このプロセスとは逆の手順を踏みます。つまり、高解像度な詳細モデルから簡略化したモデルを作り、テクスチャーとして細部を表現することが一般的です。
このため、多くの場合、元となる高解像度な3Dモデルデータが残っていることが多く、モデリング過程で簡略化される前のハイポリデータを活用してフィギュア制作に転用するのが最も効率的な方法です。
今回のアバターは、最初からローポリゴンのキャラクターとして設計したため、高解像度モデルの差分データはありませんでした。リボンなども単なる筒形状だったため、マテリアル情報を削除する際に、実際の立体形状としてモデリングを一から作り直しました。
法線情報、テクスチャ情報が使える場所、使えない場所
デジタルとフィジカルの表現の違い
3Dデータを扱う環境によって、活用できる情報は大きく異なります。デジタル環境では豊かな表現が可能ですが、物理的な出力では制約が生じます。
デジタル環境では、テクスチャーと法線情報(頂点法線やノーマルマップ)を最大限に活用できます。これにより色彩表現だけでなく、微細な凹凸感や光の反射特性まで精密に表現することが可能です。実際の物理的な形状変化なしに、光の計算だけで立体感を生み出せる点がデジタル表現の大きな強みです。
一方、3Dプリンターでは法線情報は活用できません。法線情報はコンピューター内での光の反射計算のための設定であり、物理的な凹凸ではないためです。これは3Dファブリケーション技術全般と法線情報の根本的な相性の悪さを示しています。
| マテリアル/頂点カラー | カラーマップ | 法線情報 | |
|---|---|---|---|
| 映像、ゲーム用途 | △ | ◯ | ◯ |
| 一般的な3Dプリンター | ✕ | ✕ | ✕ |
| マルチマテリアルDFM | ◯ | ✕ | ✕ |
| フルカラー3Dプリンター | ◯ | ◯ | ✕ |
マルチマテリアルDFM
異なる材質や色のフィラメントを組み合わせることで色と質感の表現を行いますが、UV座標を利用したテクスチャマッピングはできません。そのため、デジタルデータに含まれる細かな質感情報やグラデーションなどの複雑な色表現には制限があります。
フルカラー3Dプリンター
石膏式フルカラー3Dプリンターや、Mimakiエンジニアリングなどが提供する商業用のUV硬化インクジェット方式のフルカラー3Dプリンターでは、テクスチャー(色情報)を直接モデルに適用できます。カラフルで視覚的に豊かな3Dモデルを物理的に出力できる一方、デジタルデータの法線情報による凹凸表現は失われます。モデルに色は付きますが、光の当たり方による立体感の表現はできません。また、マルチマテリアルのように、部位や色ごとに特殊な素材を使用することもできません。
デジタル環境と物理出力環境では、利用できる情報に大きな違いがあります。特に法線情報は物理出力との相性が悪く、デジタル環境特有の表現技法だと言えます。3Dデータを物理出力する際は、これらの制約を理解し、それぞれの出力方式に適した3Dデータの準備が重要です。
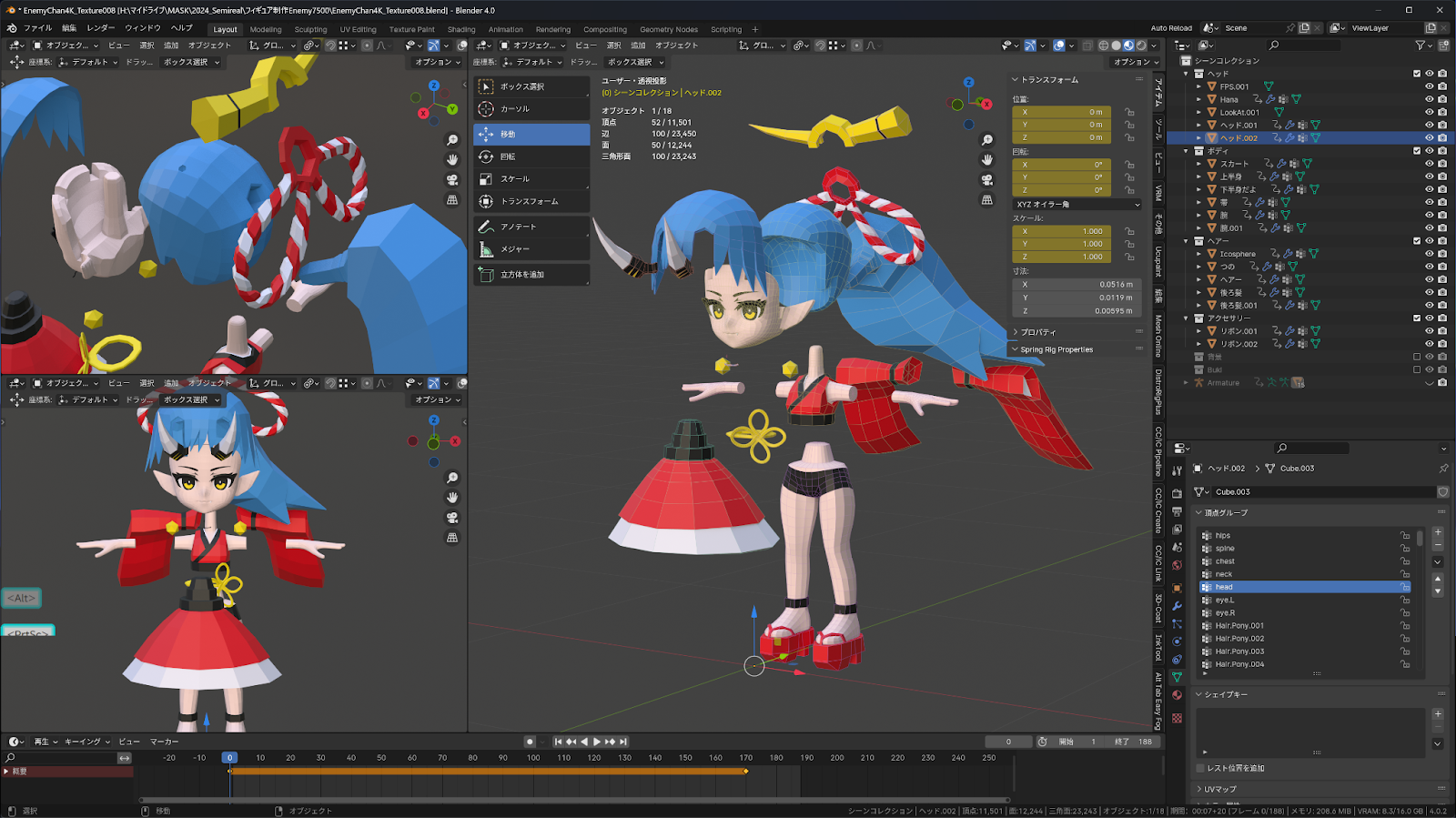
キーフレームの活用とポージング
Blenderを原型ソフトとして利用する最大の利点はキーフレームタイムラインを使うことができることです。
例えば、3DCADやZBrushなどではポージング前とポージング後を遷移させながら非破壊的に造形を進めることは原則できませんが、Blenderや3DsMax、Mayaといったアニメーション機能を持つ統合型ソフトウェアではそれが可能です。
T0(T0As Ref Pose)などという言い方を良くしますが、0フレーム目にTポーズやAポーズを記録しておくことで、ポージング中の編集と、スタンスポーズでの編集を行き来できるため、ゲームや映像を制作するうえでは一般的に使用されるテクニックです。フィギュア制作においてもこの技術が応用できます。
0フレーム目にTポーズを記録し、その後のフレームに様々なポーズを登録し、フィギュア化するポーズを吟味していきます。今回は一番右端のポーズに決定しました。
パーツ分割が必要かどうか?
3Dプリントでパーツ分割をする理由はいくつかあります。まず、複製や量産を前提とした場合の生産性向上が主な目的です。パーツごとに印刷することで、失敗時のリスクを最小限に抑え、効率よく製作できます。
マルチマテリアルFDM方式では、フィラメント交換の際に廃材が出て時間もかかるため、材料や時間を節約する目的でもパーツ分けが行われます。また、一度に使用できるフィラメントや色数に制限がある場合は、複数の色や素材を使いたい部分を別々に印刷する必要があります。
パーツ分割のもう一つの利点は、プリンターのビルドボリュームよりも大きな模型を製作できることです。大きな模型をパーツに分けることで、プリンターの制限を超えた作品も作れます。
さらに、色や材質ごとにパーツを細かく分けると、出力物が美しく仕上がることが多いため、一体出力せずにある程度細かく分けて印刷し、後から組み立てるのが一般的です。
ただし、一度に使用できるフィラメントの数が多く、量産も考慮しない一点物の場合は、ポージング(ポーズ付け)後にそのままスライサーソフトに送って印刷することも可能です。
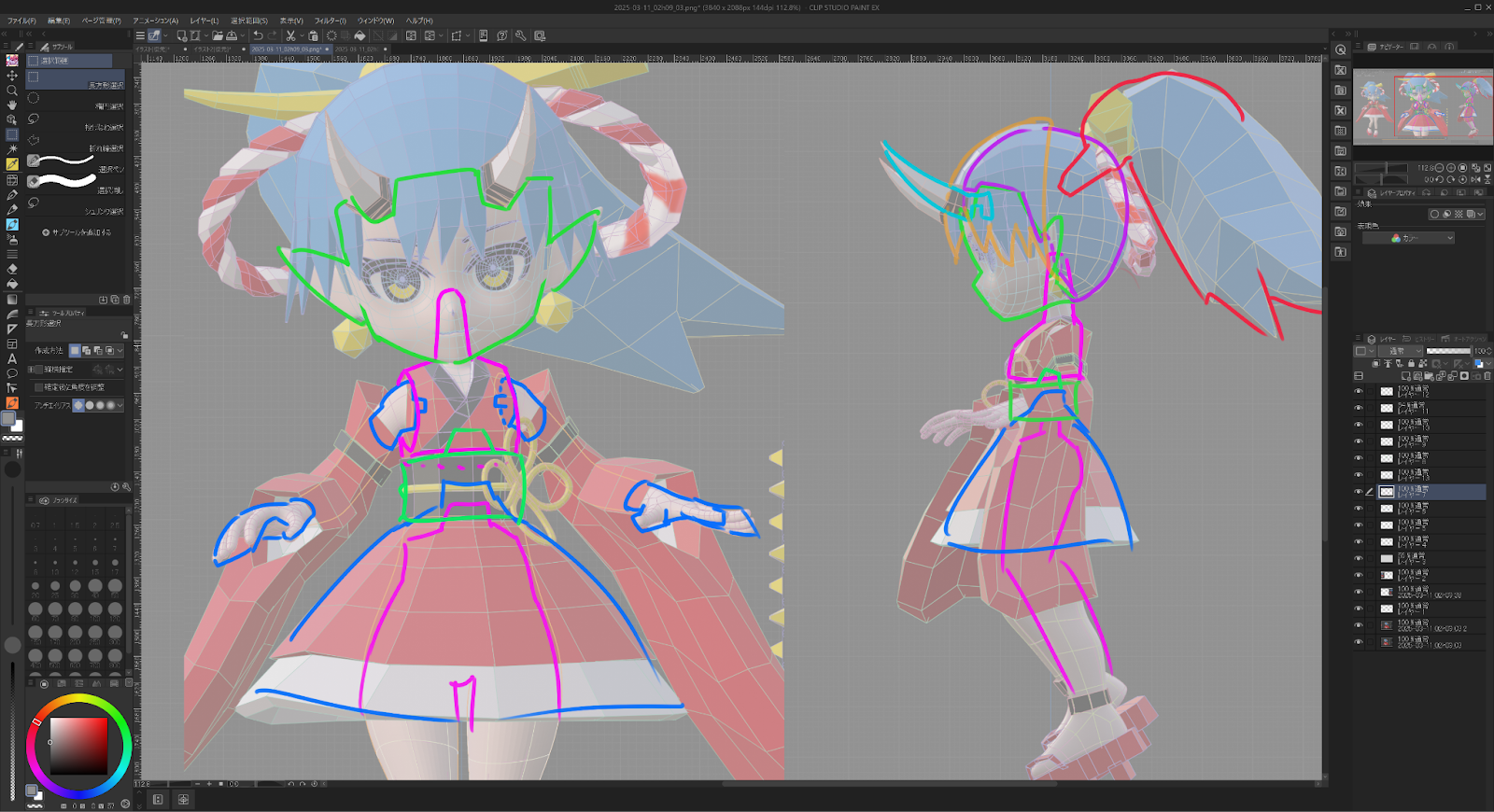
分割設計
パーツ分割の設計を行います。経験が多ければ、いきなり分割を開始することもできますが、難しいと感じる方はイラストソフトでラフ描いたり、実際に食玩の組み立て式のフィギュアやプラモデルを組み立ててイメージをふくらませるのがオススメです。
ポーズの確定/ダボ付け
まず、3Dプリンターで出力する際に分けたい部分(腕や胴体など)をおおまかに分割します。分割したパーツは「サーフェス」(表面のみの中空状態)になっていることが多いため、すべてのパーツの穴を埋めて「ソリッド」(中身が詰まった状態)にします。この段階では、パーツの分離・結合・一体化・体積化といった地道な整理作業が必要です。
ダボ(凹凸の接続部分)を作る方法としてブーリアン演算(形状の引き算)も使えますが、これは断面処理など部分的な用途には適していても、実際の凹凸接続部分には推奨しません。理由は、3Dプリンターでは凸部分と凹部分を完全に一致させないことが多いからです。
例えば、六角形の凹部分(穴)に、それよりもわずかに太い円柱状の凸部分を挿入すると、隙間に力が分散され、元に戻ろうとする弾力が生まれます。これにより部品同士が締め付けられ、しっかりと固定できます。この技法は「カシメ」と呼ばれています。
また、凹部分を六角形にする別のメリットもあります。積層式3Dプリンターは浅い角度の印刷が苦手ですが、六角形の穴なら、サポート材なしでもきれいに印刷できます。
もちろんブーリアン演算も必要に応じて使いますが、基本的には次の方法が最も実用的です:
凸部分をコピーする
法線方向を反転させる
ベベルエッジで角を丸める
わずかに膨張させて調整する
上記の方法を繰り返しパーツ分けと、ダボ付けの処理を行いました。
3Dプリンター向けのデータの条件を学ぶ
ソリッドモデルであること:3Dプリンターで出力するデータは、体積を持つソリッドモデルである必要があります。表面だけのシェルモデルではなく、内側と外側が明確に区別できる「水が入れられる」状態のモデルが理想的です。
マニフォールド(多様体)であること:モデルには穴や隙間がなく、面が正しく閉じていることが重要です。非多様体(ノンマニフォールド)のモデルは印刷時にエラーの原因となります。
適切な厚み:モデルの壁の厚さは、プリンターのノズル径と関連します。一般的に、壁の厚さはノズル径の倍数(例:0.4mmノズルなら0.8mm以上)にすると安定します。
サポート構造の考慮:45度以上の張り出し部分は、サポート材が必要になることを考慮したデザインが望ましいです。
やってはいけないことを学ぶ
不正ポリゴンとは、CGソフトで扱うのに都合の悪い状態にあるポリゴン構造です。代表的なノンマニホールドと自己交差構造は、3Dモデリングにおいて特に注意が必要な要素です。ノンマニホールドはエッジが三つ以上の面に接続している場合やエッジが二つの面にも接続されていない場合に発生します。これにより、通常の3次元空間での物体としての体積を持つことができなくなります。
一方、自己交差構造は、モデルの一部が別の部分を横切るか重なることで生じ、これもまた正確な体積計算や物理的なシミュレーションを行う際に問題となります。これらの問題は、物体が実際に製造されたり、物理的な挙動がシミュレーションされる際に非現実的な結果を引き起こすため、修正が必要です。
スケール調整/エクスポート
最後に、スケールの調整を行います。
少し難しい話をします。通常、キャラクターのモデルは等身大で作るため、例えば身長が150cmでとかあるわけです。しかし、3Dプリンターで出力するフィギュアは数十センチだったりと小さい場合が多いです。
小さいままモデリング作業を進めてしまうと、3Dソフト内での作業時に精度が出ない場合があります。特に頂点結合などの操作は、モデリングする物体が大きいほど精密に制御できるため、小さなスケールのままモデリングを行っていると細かい作業ができないことがあります。これは、Blenderが認識できる小数点の桁数に限界があるからで、細かい数値は切り捨てられてしまうためです。
そのため、大きい状態でモデリングをして、最後にスケールを縮めるという作業がおすすめです。これはキャラクターモデリングをしている時や、アクセサリーなどの小さなものを作るときにも同様の手法がよく取られます。
そのため、スケール調整はタイムラインを使用してキーフレーム差分として保存します。そうすることで、修正作業が生じた際も元の大きなスケールで作業することができます。
3MF形式でエクスポートを行います。エクスポート時にはエクスポートしたいものを選択し、選択物のみにチェックを入れ、精度を最大に設定し書き出すことを忘れないで下さい。
スライサー設定(ロット、プレート分け)
使用したい色6色に対して、当初はAMSが1台しかなく、使用できるフィラメントは4色までという制約がありました。しかし、今回制作するキャラクターには6色のフィラメントが必要だったため、厳密なロット管理とフィラメント交換のスケジュールを細かく設定する必要がありました。
ロットとは、製造業で使われる言葉で、同じ条件で製造される製品の製造数量のことを指します。この工程は今回のフィギュア制作で最も難しい部分でした。
その後、Creality様から2台のAMS(CFS)をご提供いただき、最大8色のフィラメントをセットできるようになったことで、厳密なロット管理が不要となり大幅に作業効率が向上しました。たとえ一度に使用するフィラメントが4色以内でも、8色以上をセットしておけることで、印刷ロットによってフィラメントの入れ替えを考えるひつようがなくなるため、効率の良いロット管理をしやすくなります。複数のAMS(CFS)を準備しておく利点は非常に大きいと実感しました。
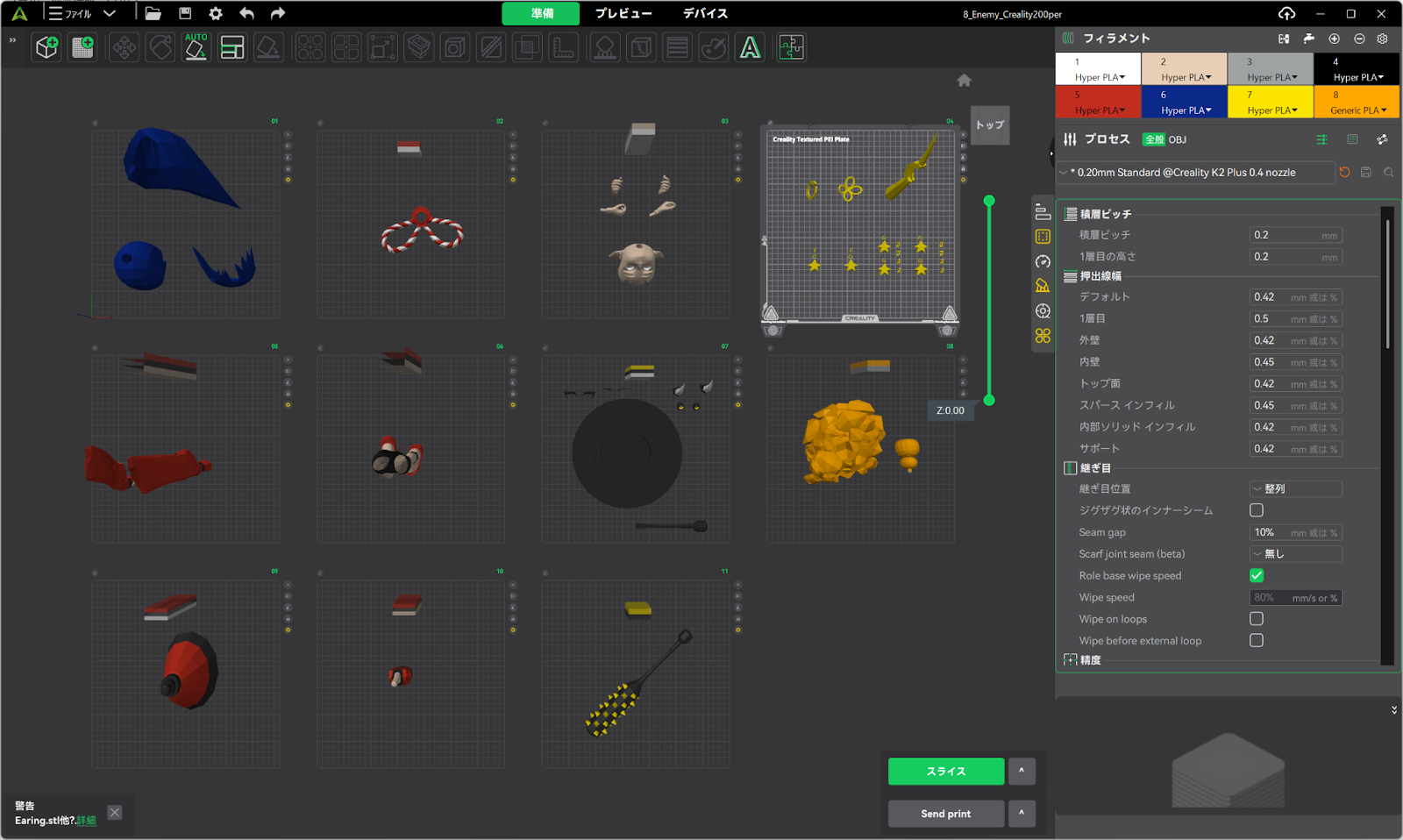
スライサーでの最適な配置
スライサーソフトにモデルを読み込んだら、ビルドプレートを追加し、効率的な配置を行います。配置の際は、フィラメント交換回数を最小限に抑えつつ、必要最小限のロット数で生産できるよう工夫します。
色分けは色塗りツールを使ってマテリアルごとに割り当てます。赤いパーツを細かく分けた理由はフラッシュ量(フィラメント交換時の無駄になる材料)を節約するためです。同じ高さレベルに同じマテリアルのパーツを配置することで、フィラメント交換時のロスを減らすことができます。
スライサー設定(接地の設定)
3Dプリンターでモデルを出力する際、配置方向は仕上がりに大きく影響します。光造形(レジン)方式では斜めに浮かせる配置が一般的ですが、FDM(熱溶解積層)方式では接地面が美しく平面になるため、どこかを地面に接地させるのが基本です。
今回のフィギュアはVRMモデルの流用だったため、最初の出力時にはFDM方式の特性を考慮していない無茶な設計でした。特に頭部を一体出力する際に苦労しましたが試行錯誤の結果、顎を上にして逆さまに印刷するのが最適とわかりました。
FDM方式は側面の積層は美しいものの、下面や浅い角度の造形が苦手です。特にサポートなしで空間を渡す「ブリッジ構造」がある下面は仕上がりが荒くなるため、見える部分は下向きに配置せず、上面の浅い角度も避けるべきです。
マルチカラー印刷で一体形成も魅力的ですが、実験の結果、パーツを適切に分割して後から組み立てる方が良い仕上がりになることがわかりました。
特に顔のパーツを細かく分けて再出力したところ、非常に成功しました。細かい造形物はFDMが得意とする水平方向を活かしたパーツ分割と配置を意識し、はめ込み式で出力すると美しく仕上がることがわかりました。
出力(光造形との比較)
今回は精度のテストも行いたかったため、まず10cmの小さなサイズでテスト出力を実施しました。この胴体パーツは1円玉と比較しても小さいですが、積層式とは思えないほど美しく出力できています。
CrealityのHalotMageProという8K光造形機で出力したものと、単色およびフルカラーで出力したものを並べて比較しました。最新の光造形機は12Kや16Kといった驚異的な解像度に進化しているため、精度では光造形の方が優れています。しかし、光造形にかかる手間、素材の豊富さ、マルチマテリアル出力の可能性を考慮すると、積層式でこれだけの精度が出れば十分実用的だと実感しました。
最も重要なのは、液体レジンや有機溶剤などの液体を一切使わずにこれだけの品質が実現できる点です。積層式では高速でプロトタイプを作成でき、そのクオリティは製品として販売できるレベルです。直接製品として成立するものが製作可能です。
一方、光造形の出力物は繊細で劣化しやすい傾向があります。そのため、プロトタイピングよりも、複製を前提とした色が重要でない原型の出力時に活用するのが効果的でしょう。
今回、光造形では最も使用難易度が低い水洗いレジンを使用したが、これは脆く、劣化が早く割れやすく折れやすい。光造形で実用品を作るためには、かなりの研鑽が必要となる。
出力(大きなフィギュアを作る)
K2 Plus Comboの出力サイズを活かして、大きなフィギュアを作ります。
後処理、組み立て


完成


統括
VRMアバターを活用したフィギュア制作は、3Dモデリングの知識がなくても、自分だけのオリジナルキャラクターを手元に置ける素晴らしい方法です。この記事で紹介した手順を参考に、ぜひ挑戦してみてください。
最初は難しく感じる工程もあるかもしれませんが、慣れてくれば比較的簡単に作成できるようになります。特にパーツ分割とダボ付けは、美しいフィギュアを作るための重要な技術なので、しっかりマスターしましょう。
また、一度作成したVRMアバターは、VRチャットなどのデジタル空間でも活用できるため、実世界とバーチャル世界の両方で楽しむことができます。3Dプリンターとデジタルアバターを組み合わせた新しい創作の楽しみ方を、ぜひ体験してみてください。


