
ステップバイステップで学ぶ!マルチカラー3Dプリンター完全攻略ガイド
レベル4)マルチマテリアルに挑戦!押し出しでキーホルダーを作ってみよう
《実践》:マルチマテリアルに挑戦!押し出しでキーホルダーを作ってみよう
次のステップとして、イラストや図面の押し出しを応用して、ラバーストラップライクな、カラフルなキーホルダーを作ってみましょう。このプロジェクトでは、シンプルな押し出しを応用し、より複雑な造形物を作り、複数の色や素材を塗り分けて、マルチマテリアル印刷に挑戦していきます。
| このステップのねらい | |
|---|---|
| 目標1 | より複雑なオブジェクト作成に挑戦する |
| 目標2 | マルチカラーに向けた3D原型を作成し、出力までの流れを理解する |
マルチマテリアルを使うためには
複数のフィラメントを使うためにはいくつかの方式がありますが、3DプリンターにAMS (Automatic Material System)と呼ばれる装置を接続する方法が一般的に普及していて、4つのマテリアルを切り替えながら印刷ができるものが一般的です。
Crealityでは、AMSのことをCFS (Creality Filament System)と呼称していて、CFSを4台接続することで、最大16種類までマテリアルを増やすことができます。
16種類のフィラメントまで拡張することができるのは現状 Crealityと Bambulabだけです。BambulabがAMSの拡張に追加のコネクターが必要なのに対して、 Crealityはそのまま本体にCFSを拡張して行けることが特徴です。
Crealityでは入門機のH iCombでも16色まで拡張することができて、入門機で16色まで拡張できるのは Crealityだけです。
ワークフロー
アイディアスケッチ
アイディアスケッチを行います。
Illustratorでパスデータ(SVG)を作成
イラストを下地に、手作業で丁寧にAdobeIllustratorでデザインを起こします。ラフ画からキレイで編集可能なパスデータを作ってくれるAIに期待しているのですが、まだまだ登場しないみたいです。Illustratorでデザインを起こすには時間がかかりますが、ここが一番大切なので、丁寧にデザインを詰めていきます。
Blenderでアウトラインを起こす
SVGでBlenderにカーブ形式で読み込み、オブジェクトに変換します。
立体的なデザインにするために、オブジェクトの分離や結合を繰り返してパーツ分けを行います。
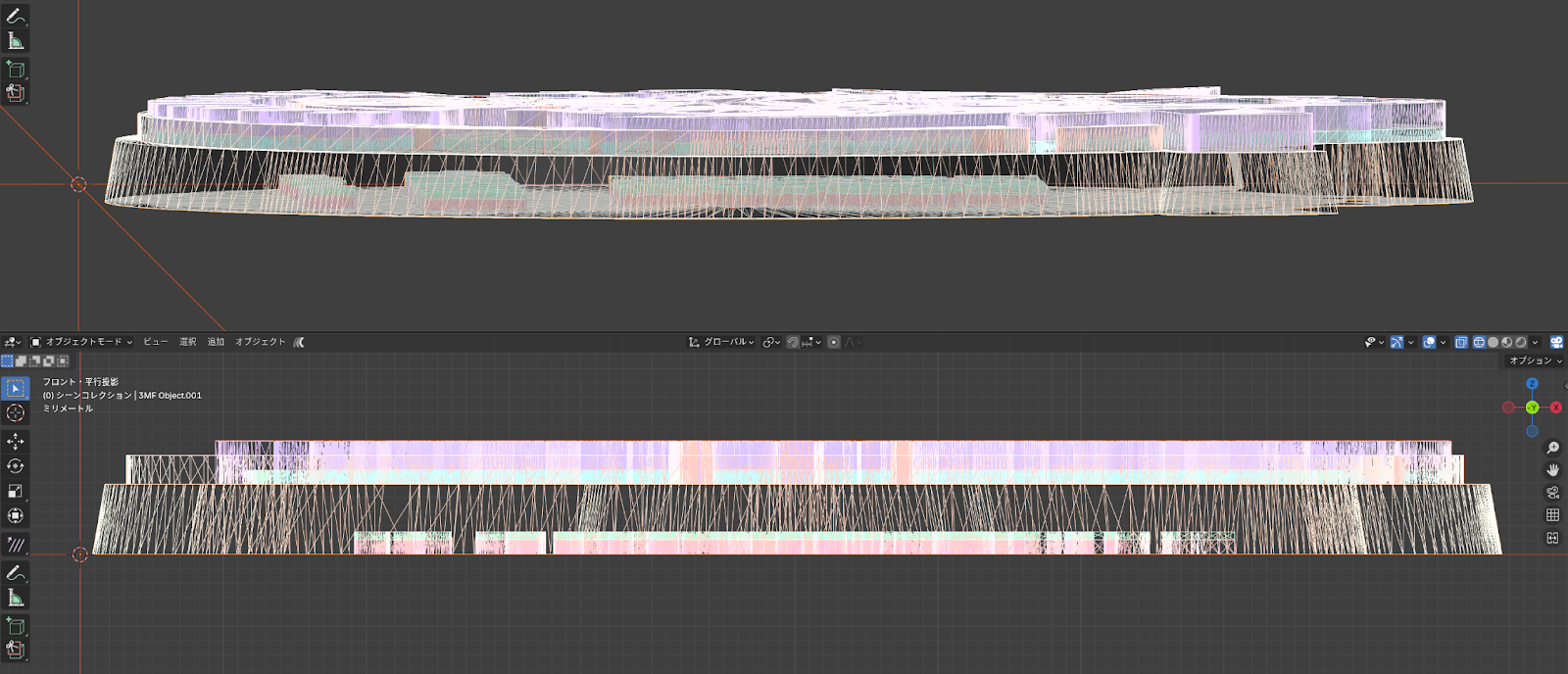
押し出し、高さ方向のデザインを行う
デザインを押し出し立体にします。
各要素ごとに高さの差を付けて凸凹した質感のあるストラップを作成します。どの要素がどの高さなのか、考えます。この際、パーツ同士がめり込んでいる「ぶっ刺し」状態にしておいても問題ありませんが、ゼロ距離だとインフィル、つまり内部の充填が行われないので、内部まで同じ素材で満たしたい場合はほんの少しクリアランス(隙間)を設けておく必要があります。トレランス(印刷誤差)があるため、多少の隙間はスライス時に無視されます。
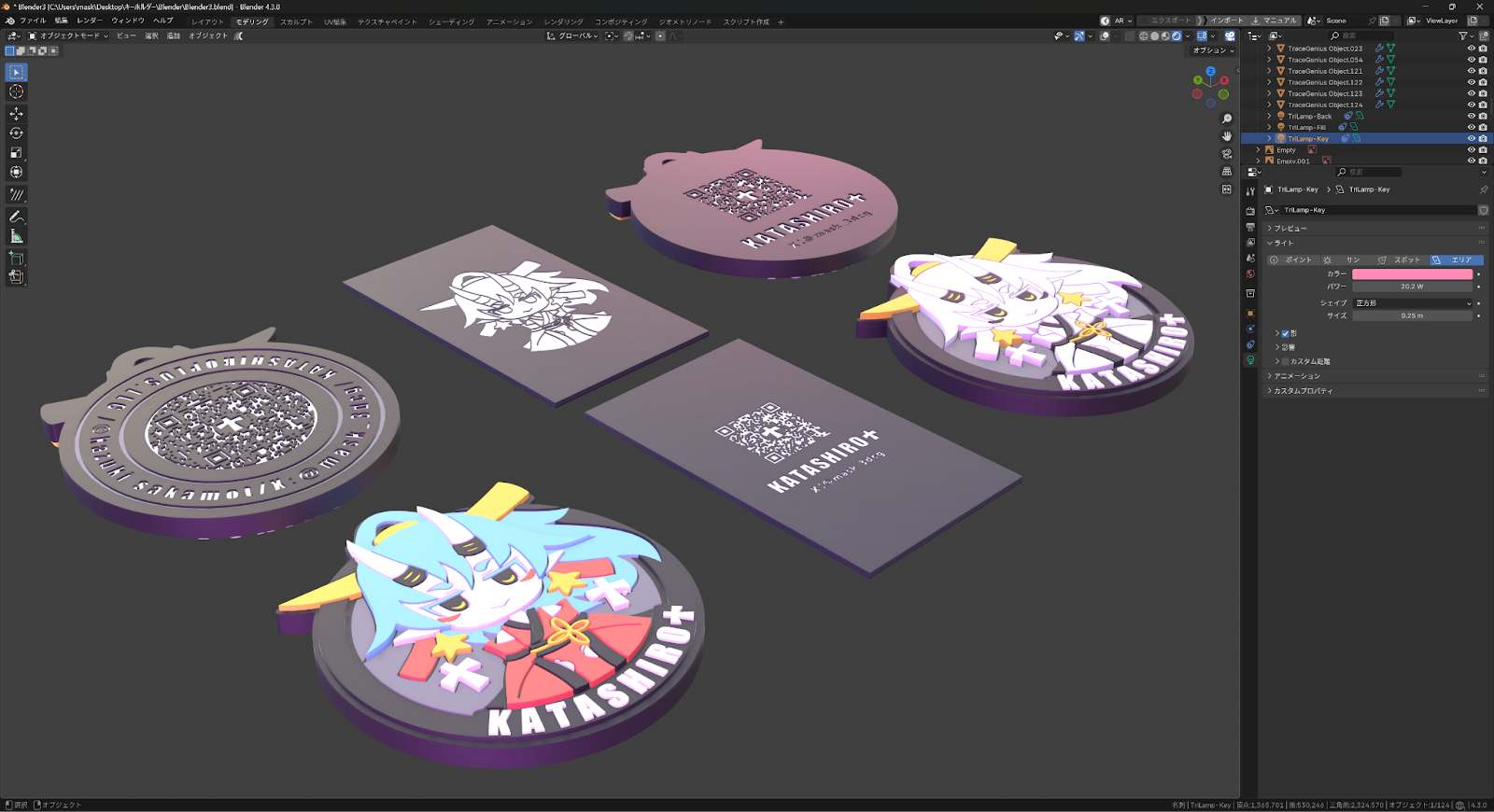
デザインの工夫で土台のパーツだけ若干台形にしました。また、土台の裏面にロゴとQRコードを配置したかったので、ブーリアンで形状同士を引き算した後に文字のパーツを埋め込む構造にしました。
マテリアル、グループ分け
3MFはBlenderのマテリアルをサポートしていませんが、オブジェクトは別パーツとして認識されます。
3MFを利用する際は、スライサー側のペイント機能でマテリアルごとに塗りつぶす必要があるので、この段階で使用するフィラメントごとにパーツを分けておくとよいです。
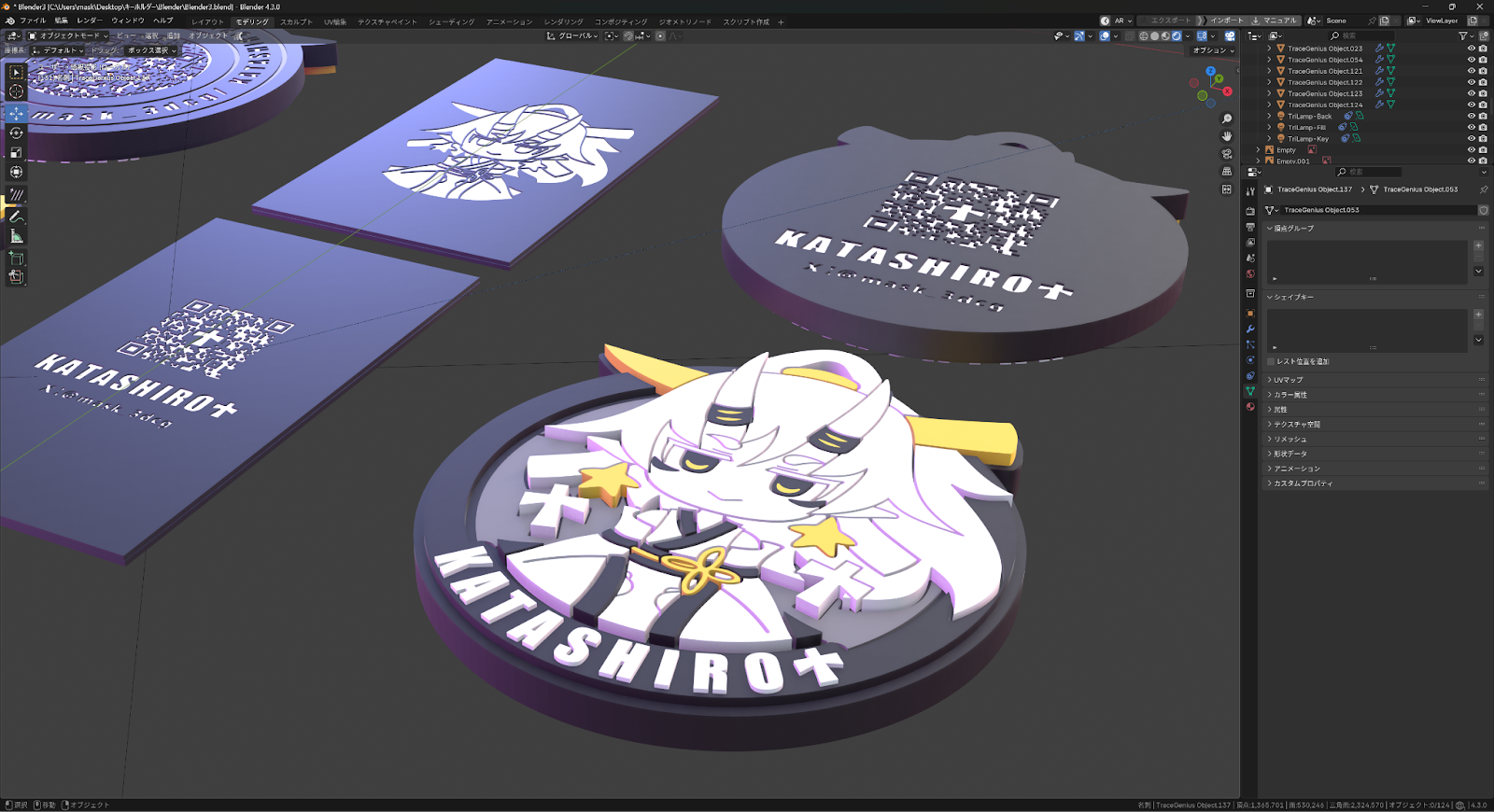
Blenderの時点で、出力後のイメージをしっかり固めておきます。底面の文字を押し込んでいるのですが、これは失敗しました。下向きの中空の平面は3Dプリンターでは非常に苦手な表現です。サポート専用フィラメントがないのなら、ツライチにしておくべきでした。
デジタルファブリケーション全般に言えますが、自分が使用している機材が得意なデザインと不得意なデザイン構造を理解して、プロダクトデザインに取り入れることが重要です。
スライサーの設定(色の設定)
スライサーの「色塗り」機能で色の設定を行います。
スライサー(詳細設定)
今回設定を行ったのは、トップ層のレイヤー数、トップ層の厚さ、アイロン処理、フラッシュ量です。
トップ層のレイヤー数:表層を何層にするかを設定できます。薄すぎると凹んだり、中が透けたりするため、テストプリントを重ねて適正な厚みを研究する必要があります。
トップ層の厚さ:一番最後に印刷される表層部分の層の厚さです。薄くするほどクオリティが上がると思うので、トップ層のレイヤー数を増やし、一番最後の層は薄く塗り重ねるのが良いと思います。
アイロン処理:印刷が終わった後に、トップ層を加熱された押出機の先端でなぞり平らに均してくれる処理です。かなりきれいな表面になるので、今回のような平物の場合はおすすめのオプションです。
スライサー(フラッシュ量の設定とPoop)
フィラメントが切り替わる際に、前に装填されていた色と混ざらないようにどのくらいバッファを取り、フィラメントを捨てるか、ということです。基本的には登録したフィラメントの情報に従って自動計算されますが、その値をもとにマルチプライや(強度)を調整することができます。
混色が起こってしまうと、フィラメントが濁ったり、部分的に異なる色になってしまうため、黒などの濃い色が混ざる場合は1.4〜1.6くらいの強度にしておくのがおすすめです。
マルチマテリアルの3Dプリンターにはいくつか方式がありますが、マルチヘッドではない単一ヘッドの場合は、フィラメント交換時にゴミがでます。このゴミのことをPoopとよんでいます。
このゴミが皆様の想像をはるかに超えるほど大量に出るため、溶かして再びフィラメントにしたり、金型で何かに形成したりと再利用する方も多く、廃材にも価値がつくため、メルカリなどで売買されていたりもします。このあたりの研究もしていきたいと考えています。
スライサー(スライス)
基本的にどのスライサーもプレビュータブに移動することでスライスが実行されます。
実際にプリントする前に
スライサー(配置と印刷効率の話)

爆速マルチカラーの特性として、印刷速度自体はかなり早いのですが、弱点として色の切り替えに時間がかかります。そのため、同じプロダクトを敷き詰めてプリントすることが、最もフィラメントと時間の短縮になります。
K2Plusの場合ビルドプレートが35×35cmもあるので7.5×7cmの大きなキーホルダーを一度に20個も敷き詰めて量産することができます。この分量でたったの8時間で印刷することができます。
1個の場合の印刷時間は約2時間。いかにフィラメントの交換を少なくすることが重要か、せっかくフィラメントを交換するのであれば、便乗したほうがコストパフォーマンスが良いかがわかります。
一般的な大型機ビルドプレートは25×25cm程度なのでこのキーホルダーだと一度に9個、造形エリアが18×18cmの場合一度に製造できるのは4個です。
例えば、明日会社のイベントや同人イベントがあり、キーホルダーを急いで量産しないといけない、そんなシチュエーションで、1日あれば60個、3日あれば180個生産できる計算です。K2Plusほどの生産能力があれば、簡単な企業ロゴのストラップであれば1日に300個程度作成することも十分現実的です。
35×35cmという大きな造形エリアがあれば、いかに現実的な生産性をもたらすかが良くわかります。
| ビルドプレートのサイズ | 7.5×7cmのキーホルダーを一度に量産できる数 |
|---|---|
| 35×35cm(K2PlusCombo) | 20個 |
| 25×25cm(一般的な大型機) | 9個 |
| 18×18cm(一般的な小型機) | 4個 |
出力
出力開始です。非常に綺麗に出てくれました。

ストラップの完成!
完成しました!!このレベルのプロダクトが自宅で作れるなんて、とても感動的でした。
テクスチャPEIビルドプレートで構造色によるキラキラ裏面
前回紹介したテクスチャPEIプレートを用いて、印刷時の底面(定着面)を虹色に光らせることにしました。
よく、回数制限のある転写シートと勘違いされますが、レコードの表面のようなビルドプレート自体の微細な凹凸がフィラメントに転写されるため、回数制限などはなく何度でも使えるのが素晴らしい点です。
ビルドプレートには様々なタイプのものがあるため、定着面に限りますが、様々な模様や質感を転写できるので、面白いものを作ることができます。
蓄光フィラメントに挑戦
スライサー(詳細設定)
今回設定を行ったのは、トップ層のレイヤー数、トップ層の厚さ、アイロン処理、フラッシュ量です。
トに発光フィラメントをいただいたので、暗闇で光るストラップに挑戦してみました。
蓄光フィラメントは透明度が高いため、トップ層がうすすぎて裏が透けてしまったため、トップ層を分厚くして再出力しました。
応用)K2 Plus Comboの大きさを活かしてウォールアートを作る
K2 Plus Comboの利点を活かして、大きなウォールアートを作成してみました。
キーホルダーをそのまま拡大してしまうと、重くて分厚くなってしまうため、スライサーで水平方向だけ拡大し、インフィル率を大きく下げ、軽量かつ大きくなり、フィラメントも節約できるように調整を行いました。
ウォールアートでは、視認性が大切です。CrealityのHyperPLAは非常に発色が良く、蛍光特性が強いため、日中でも夜間でも非常に目立ち、ウォールアートに向いています。いくつかの異なる波長の紫外線(ブラックライト)を当てると発光することがわかります。これは、日中も夜間の僅かな可視光でもとても視認性が良いマテリアルの特性です。
パステルカラーのフィラメントを試す
Crealityの姉妹ブランドのSoleyinから出ている淡い色合いのフィラメントのシリーズをいただいたので、試してみました。
CrealityのHyperPLAのシリーズは透明感がありつつも発色が良くビビットな色合いが特徴で大変気に入っていますが、淡い色合いのフィラメントのほうが身近なプロダクトとしては使い所は多そうです。淡い色は非常に使い勝手が良く、このシリーズの肌色も出してほしいと思いました。

まとめ
3Dモデリングのスキルがない人でも、Illustratorでのデザインができれば、Blenderで簡単に厚み付けを行い、オリジナルのアイテムが作れることがわかりました。
FDMは水平方向の出力が非常に得意なため、立体的な出力物だけでなく平面押し出しによる平面的なプロダクトにもとても向いていることが分かっていただけたかと思います。
これから3Dモデリングに挑戦して行きたいと考えている方々にもお勧めのファーストステップかと思うので、是非挑戦してみて下さい。
次回予告
次回の後編では、デジタル原型の基礎知識、より高度な3Dプリント技術、フィギュア制作や印刷後の後処理について触れていきます。
次回もお楽しみに!
© CGWORLD + ますく@3DCG, 2025


